
先日モデルチェンジしたNboxを他社様オリジナルエアロ開発の為、出張3Dスキャンしてきました。
スキャンするためにマーカーといわれる位置合わせ用の目印シールを全体に貼るのですが、はがす時に
新車に引っ掻き傷をつけては大変なので今回はボディー全体にマスキングテープで覆い、その上からシールを貼りました。
フロントハーフスポイラー、サイドステップ、リアハーフスポイラーを制作予定なので、下回りをスキャンしていきますが
底面の取付位置を撮るのはリフトで上げないと撮れないのが、この固定式3Dスキャナーの難点。
精度は良いのですが、使い勝手があまりよろしくないのです。
かといって、ハンディースキャナーも車をスキャンするとなると精度の問題とかデータ量が膨大になるとか、
色々と問題があった経験が。。。 1千万以上する機種はおそらく良いかと思いますが。。。
というわけで、リフトをお借りして無事スキャン完了でした!!
しっかりと精度よくスキャンできたか確かめるため、Nboxの全幅1475mmを確認。
データを解析してみると1475.5mmでした。許容範囲ということで合格。
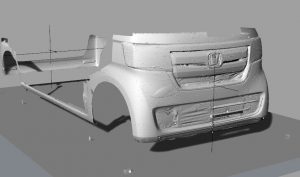
物が大きいとデータ量がハンパ無く多いので、スキャンデータを軽くする作業。
水平、軸、車高を合わせて、今日の作業は終了で!!
3Dスキャンのみのご依頼もお受けいたします。
その場合の最低限の環境としては、
1.直射日光、雨風、が入らない
2.対象物プラス2メートルのスペース、電源があること
3.車の場合、底面をスキャンする場合はリフトがあること
です。
お問合せ、お待ちしております!!
では!!
























